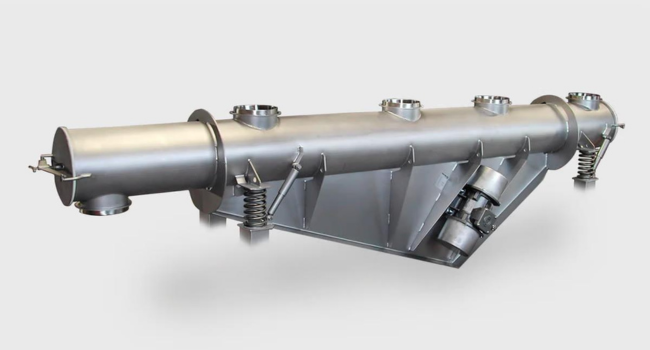
Vibratory Tubular Feeders are advanced material handling equipment designed for the safe, efficient, and dust-free conveying of bulk materials through a closed tubular structure. These feeders are especially suitable for industries where hygiene, environmental protection, and controlled material flow are essential, such as food processing, chemicals, pharmaceuticals, and cement plants.
The system consists of a sealed tube mounted on vibration-generating mechanisms such as vibratory motors or electromagnetic drives. When activated, the vibration causes the material inside the tube to move forward in a controlled and uniform manner. This ensures consistent feeding and minimizes material spillage or loss, making it ideal for handling fine powders, granules, and even abrasive materials.
One of the key advantages of vibratory tubular feeders is their enclosed design, which prevents dust emission and contamination. This feature is particularly beneficial when handling toxic, hazardous, or sensitive materials. Additionally, the system can be designed for horizontal, inclined, or even vertical conveying, offering flexibility in plant layouts.
These feeders are available in various sizes, lengths, and capacities to meet specific application requirements. They are known for their low maintenance, energy efficiency, and reliable performance. With minimal moving parts and robust construction, vibratory tubular feeders ensure long operational life and reduced downtime.
Overall, Vibratory Tubular Feeders provide a clean, efficient, and controlled solution for bulk material handling, making them an essential component in modern industrial processes.
Leading manufacturer of belt conveyor systems, bucket elevators, screw conveyors, vibrating screens, idlers, pulleys, steep angle conveyors, roll crushers, hammer mills, impact crushers, and travelling trippers in Kolkata